Biscuit Thickness Validation (HPDC)
Abstract: This time I have found one more solution for biscuit thickness validation in high pressure die casting. In this paper we will discuss, what is biscuit thickness?, why we need to identify right biscuit thickness?, how we can validate right biscuit thickness? and effect of biscuit thickness variation. This paper is all about to clear all myth to calculate biscuit thickness in high pressure die casting. This is very serious business when we are calculating biscuit thickness to avoid casting defect. Through this paper I would like to share this knowledge and I hope it will helpful to others. “Keep learning till death “.
Keywords: (Biscuit thickness, plunger, hpdc, die casting, casting defect, solidification)
I. INTRODUCTION
Biscuit thickness ! is a thickness of initial runner which is made up between diffuser and plunger. It’s look like a biscuit that’s why, we generally called it biscuit. biscuit thickness in die casting on every shot provides a significant amount of information about process consistency and the root cause of casting quality problems. In this paper we discuss why biscuit thickness monitoring so important, reason of variation of biscuit thickness in each shot and what should be the biscuit thickness. Traditionally we consider biscuit thickness should be 20 to 25mm or plunger diameter/4, I tell this will not work any more. Before that you need to understand, why we should need this biscuit thickness?. What will happen if we will maintain less or more biscuit thickness?. So first we discuss that what should be the biscuit thickness? We will understand this with an example.
II. METHODOLOGY
As we know that biscuit is initial point of shot filling, it means we should keep in solidify till end of intensification phase. Than only we can feed metal during intensification phase to minimize shrinkage. According to Chvorinov’s rule The amount of heat which has
to be emitted by a casting to the mold during solidification is directly proportional to the weight of the casting and the chosen superheat. The amount of heat that must be removed from a casting to cause it to solidify is directly proportional to the amount of superheating and the amount of metal in the casting, or the casting volume. Conversely, the ability to remove heat from a casting is
directly related to the amount of exposed surface area through which the heat can be extracted and the insulating value of the mould. These observations are reflected in Chvorinov’s rule, which states that ts , the total solidification time, can be computed by:
ts = B (V/A)n
where t is the solidification time, V is the volume of the casting, A is the surface area of the casting that contacts the mold, n is a constant, and B is the mold constant. So, we should keep in our mind this law when we select out shot biscuit thickness. We should choose biscuit thickness size so that it will solidify at the end of whole shot solidify. It can only happened when we maintain it’s volume to surface area ratio should be high as compare to whole shot. Yes, one more myth in die casting industry that selecting biscuit thickness size is production guy job. Here I would like to clear that this is die designer job. Biscuit thickness selection should be done during shot designing. Kindly forget all traditional nonsense to selecting biscuit thickness.
III. TRADITIONAL METHOD
1) Biscuit thickness should be 25 to 35 mm
2) Biscuit thickness should be plunger diameter/4
3) Biscuit thickness should be 1.2 X max runner thickness.
IV. WHY?
Why we will do so much analysis to just identify “ biscuit thickness” ? Many people have this question in there mind. Yes, you are not taking seriously that’s why your casting is less dense, which would increase the probability of having, and finding porosity in the casting. Finding this scrap at the end of a complex process of casting, machining, and pressure testing is also very costly. A thicker biscuit takes longer to solidify and can explode or be too soft to extract properly. A thin biscuit can solidify too quickly, reducing the effectiveness of intensification. The biscuit was supposed to be thin but instead was thick. It’s possible the effective intensification pressure wasn’t achieved, resulting in a casting with greater porosity.
V. HOW?
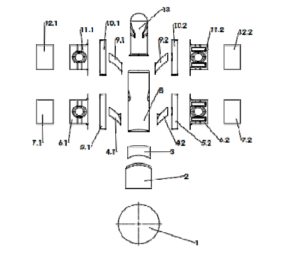
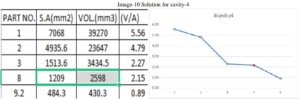
In this example we divided this shot in various section, so that we can measure surface area and volume of each section.

Here we can see volume to surface are ratio for each section.

In this graph we can easily see that from section 1 to 5 volume/ surface area ratio in decreasing order which is great, but for other section we can see that there is lot of variation which is not good for directional solidification. It should be in decreasing order from biscuit section to casting gate area. For better understanding we divide this graph for each cavity.
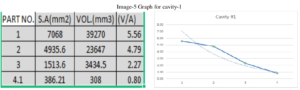
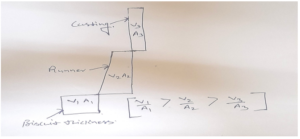
This graph show volume to surface area ratio for cavity #1. In this graph we can see that volume to surface area ratio from section 1 to 4.1 in decreasing form as we required for directional solidification. This kind of analysis we should done for each cavity and try to maintain this ratio in decreasing form from section 1 to each cavity. Directional solidification is solidification that occurs from farthest end of the casting and works its way towards the sprue. Progressive solidification, also known as parallel solidification, is solidification that starts at the walls of the casting and progresses perpendicularly from that surface. What we want to ensure from this analysis is that section 1 should solidify after section 2, section 2 should solidify after section 3 and section 3 should solidify after section 4.1. For that we have to ensure following relation.
(V1 / A1) > (V2 / A2) > (V3 / A3) > (V4.1 / A4.1)
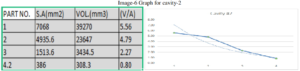
Here we made graph for cavity #2 where we can see that volume to surface area ratio from section 1 to 4.2 is also in decreasing form as we desired for directional solidification. We have to ensure that the casting will solidify before the biscuit.
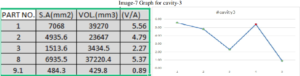
For cavity #3 section 8 has more volume to surface area ratio than section 3. Try to understand what I am try to tell you is that section 3 will be pre solidify as compare to section 8 and final plunger impact will not transfer at the end of shot. This kind of section 8 we have to avoid for directional solidification and metal pressure transfer till end of the shot.
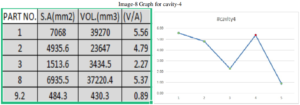
Same as cavity #3 here we can see in above graph for cavity #4 section 8 has more volume to surface area ratio than section 3, which is not desired.
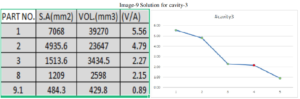
VI. SOLUTION
VII.DIE DESIGNER JOB.
With the help of above method we can decide biscuit thickness. Now Die designer job is to design that much of biscuit thickness in spru bush so that biscuit can easily with draw from spru bush.
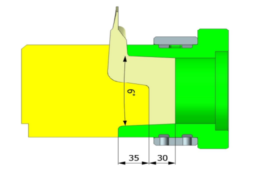
Let’s understand with an example. We have an assembly of diffuser and spru bush. Diffuser height is 35mm and biscuit thickness we have decided 30mm. Die designer should start spru bush draft from 65mm as shown in image.
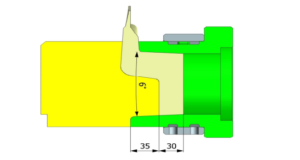
Die designer should communicate to operation team that you can make max. 30mm biscuit thickness otherwise you will face biscuit stuck up problem. So your biscuit range should be 27.5 +- 2.5.
VIII. CONCLUSIONS
My objective to publish this paper is that as we run the on hpdc machine and when casting coming out from die than we think what should be the biscuit thickness? Why? Why we think on that time OK, all right and than we consider biscuit thickness equal to plunger diameter/4 or 25 to 30mm . From wherever you learn till date you learn this kind of theory and you know since long time we all learn from our senior available on shop floor. Earlier I also teaching to people to take biscuit thickness = 1.2 X runner maximum thickness, because I think this is a production engineer job to decide biscuit thickness but now I conclude logically this is a die designer job to decide biscuit thickness during die design.
1) Deciding biscuit thickness is die designer job.
2) Biscuit thickness should be decide on volume to surface area ratio not as plunger diameter / 4 or 25 to 30mm.
3) Volume to surface area ratio of runner from biscuit to runner end should be in decreasing order.
4) Where V1 = Volume of biscuit , A1 = Surface area of biscuit, V2 = Runner volume, A2 = Surface area of runner, V3 =
Volume of casting and A3 = Surface area of casting.
5) Biscuit thickness range should be +- 2.5.
Written By: Bharat Sharma

