
Hidden Parameter High Pressure Die Casting
Abstract: Casting manufacturing from LPDC, GDC and HPDC process show some defect or you can say some variation in defect quantity. For supplying quality product to customer these defect variation must be reduced. In this work we try to make logical relation between hidden parameter and defect variation. Current problem is that we set all process parameter and run die than validate with minimum defect %. But problem will come after bulk production, we found overall 15-20% rejection. Even after strong validation of machine and die parameter.
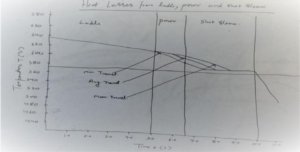
Key Words: die casting, rejection variation, pour, ladle, shot sleeve, temperature, filling time, heat loss, plunger high speed.
1. INTRODUCTION
We are at steady die casting solutions work to make best die casting process. In addition to this work, we try to proof a relation or logical relation between hidden parameter like, injection metal temperature, pouring time, ladling time, metal traveling time in shot sleeve
2. PROBLEM
Today die casting shop problem is we run die two days or three days with minimum % of rejection after that it will increase surprisingly and nobody have logical answer why it happened. Again whole team focus again re validation of process and die parameter, again there is some changes has to be done in both machine and die parameter. This kind of activity keep on continue once in month, once in three month, and once in six month.
“But every time they have different logic to correct the problem, every time they suggest new correction with new logic.” That is the problem

3. ANALYSIS
Here we try to make some logical relation between rejection variation and hidden parameters, like melting temperature, metal temperature a gate, die surface temperature and filling time.
We know that,
Plunger high speed= Volume ahead gate/ (plunger area X filling time)……………………………………. (A)
And, Filling time = k X T (Ti – Tf + SZ ) / (Tf – Td)………………………………………………………….…..…..(B)
Where, k = Empirical constant
T = Casting thickness
Ti = Melting temperature
Tf = Injection temperature
Td = Die surface temperature
S = Allowable percent slid constant.
Z = Unit conversion constant
If k,T, S, and Z are constant for a process than we can write this formula like this
t = (Ti – Tf)/ (Tf – Td)………………………………………………………………………………..…………………………( C )
So now we have variable like.
1. Melting temperature.
2. Injection temperature.
3. Die surface temperature.
3.1 Case – 1 In this case we will find out the effect on cavity filling time, when variation found in melting temperature from 620 degree centigrade to 680 degree centigrade. Melting temperature and Injection temperature difference is 50 degree centigrade an die surface temperature is constant 180 degree centigrade
t1 = (620 – 570 ) / ( 570 – 180 ) = .12 sec………………………….( 1 )
t2 = ( 630 – 580 ) / ( 580 – 180 ) = .125 sec………………………( 2 )
t3 = ( 640 – 590 ) / ( 590 – 180 ) = .121 sec………………………( 3 )
t5 = ( 650 – 600 ) / ( 600 – 180 ) = .119 sec………………………( 4 )
t6 = ( 660 -610 ) / ( 610 – 180 ) = .116 sec…….………………….( 5 )
t7 = ( 670 – 620 ) / ( 620 -180 ) = .113 sec……………………….( 6 )
t8 = ( 680 -630 ) / ( 630 – 180 ) = .111 sec……………………….( 7 )
Now, from equation…( A )
Plunger high speed = 1 / Filling time
Where volume ahead a gate and plunger area are constant in each cycle.
So, plunger high speed for t1, t2, t3, t4, t5, t6 and t7 are v1, v2, v3, v4, v5, v6 and v7 respectively
v1 = 1 / .128 = 7.81 m/s
v2 = 1 / .125 = 8 m/s
v3 = 1 / .121 = 8.26 m/s
v4 = 1 / .119 = 8.40 m/s
v5 = 1 / .116 = 8.62 m/s
v6 = 1 / .113 = 8.84 m/s
v7 = 1 / .111 = 9 m/s.
Plunger high speed variation 7.81 m/s To 9 m/s. Variation difference is 1.19 m/s.
3.2 Case – 2, In this case we will find out the effect on cavity filling time, when variation found in injection temperature from 560 degree centigrade to 600 degree centigrade. Melting temperature 650 degree centigrade and die surface temperature is constant 180 degree centigrade.
From equation ………….( C )
t1 = ( 650 – 600 ) / ( 600 – 180 ) = .119 sec…………………………………… (1 )
t2 = ( 650 – 590 ) / ( 590 – 180 ) = .146 sec…………………………………… (2 )
t3 = ( 650 – 580 ) / ( 580 – 180 ) = .175 sec…………………………………… (3 )
t4 = ( 650 – 570 ) / ( 570 – 180 ) = .205 sec…………………………………… (4 )
t5 = ( 650 – 560 ) / ( 560 – 180 ) = .236 sec…………………………………… (5 )
So, plunger high speed for t1, t2, t3, t4, and t5 are v1, v2, v3, v4, and v5 respectively
Now from equation …………….. ( A )
v1 = 1 / .119 = 8.40 m/s
v2 = 1 / .146 = 6.84 m/s
v3 = 1 / .175 = 5.71 m/s
v4 = 1 / .205 = 4.87 m/s
v5 = 1 / .236 = 4.23 m/s
Plunger high speed variation 4.23 m/s To 8.40 m/s.
Variation difference is 4.17 m/s.
3.3 Case – 3, In this case we will find out the effect on cavity filling time, when variation found in die surface temperature from 130 degree centigrade to 180 degree centigrade. Melting temperature 650 degree centigrade and injection temperature 600 degree centigrade is constant.
From equation ………….( C )
t1 = ( 650 – 600 ) / ( 600 – 130 ) = .106 sec…………………………………… (1 )
t2 = ( 650 – 600 ) / ( 600 – 140 ) = .10 sec…………………………………… (2 )
t3 = ( 650 – 600 ) / ( 600 – 150 ) = .111 sec…………………………………… (3 )
t4 = ( 650 – 600 ) / ( 600 – 160 ) = .113 sec…………………………………… (4 )
t5 = ( 650 – 600 ) / ( 600 – 170 ) = .116 sec…………………………………… (5 )
t6 = ( 650 – 600 ) / ( 600 – 180 ) = .119 sec…………………………………… (5 )
So, plunger high speed for t1, t2, t3, t4, t5 and t6 are v1, v2, v3, v4, v5 and v6 respectively
Now from equation …………….. ( A )
v1 = 1 / .106 = 9.43 m/s
v2 = 1 / .108 = 9.25 m/s
v3 = 1 / .111 = 9.00 m/s
v4 = 1 / .113 = 8.84 m/s
v5 = 1 / .116 = 8.62 m/s
v6 = 1 / .119 = 8.40 m/s
Plunger high speed variation 8.40 m/s To 9.43 m/s.
Variation difference is 1.03 m/s.
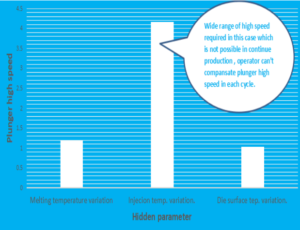
Chart Showing Plunger high speed Vs Hidden parameter
4. CONCLUSIONS
Steady Die Casting Solutions team did this activity very well, thanks to all team member.In this activity we find out hidden parameter which is not controlled directly like, metal temperature at gate or injection temperature, die surface temperature and cavity filling time. We made some logical relation between control able parameter like plunger high speed.
We found huge variation in filling time with respect to this filling time we found huge variation required in plunger high speed in the case of injection temperature variation. Plunger high speed adjustment in each cycle not possible, that’s why during the running production defective parts produce due to temperature variation in injection metal temperature.
We conclude that injection metal temperature is important parameter as compare to melting temperature and die surface temperature. We need control more effectively injection temperature as compare to melting and die surface temperature. So we can reduce temperature variation of injection metal temperature in each cycle through following steps.
1. Now in present scenario you make wait to ladle cup at shot sleeve for metal pouring till die lock. Now from today onwards change this culture let the die lock than allow ladling and let the ladle cup pour without waiting and without so much temperature variation.
2. Minimize ladle forwarding time by optimizing ladling speed.
3. Optimizing pouring speed with laminar stream.
4. Don’t use ladle cup size bigger than required. For example shot weight is 2kg than max. Cup size should be
2*1.1=2.2 kg for minimum heat loss.
Again thanks to all my team member,
“keep learning till death”

Written By- Bharat Sharma
")

