
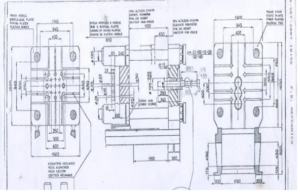
Methodology of Die Design for HPDC
Abstract: HPDC die design is a very easy game, yes you can cast your casting as you desire. This can only happened when you can design casting feeding system scientifically, with the help of fluid mechanics principle, you should understand the thermal balancing of metal flow system, you should understand flow path of solidification. Your expertise require to maintain volume to surface area ratio in decreasing order from diffuser to casting filling end point. In this paper we will discuss machine tonnage, plunger size selection, gate area calculation and it’s distribution, filling time calculation, biscuit thickness validation, air vent area, jet flow validation, runner size calculation, HPDC machine parameter calculation like plunger high speed, plunger slow speed calculation, intensification pressure, fast shot length, gate velocity, first phase length and intensification phase length.
Key Words: Die design, hpdc, gate area, runner design, plunger high speed, machine tonnage, etc
1. INTRODUCTION
Welcome to Steady Die Casting Solutions, I got this opprtunity from my valuable customer I don’t want to share his name. Through this paper I just want to give some understanding of calculated die design and hpdc machine running parameter. Die designer this is for you , you should design Hpdc machine parameter as you design your die your are the only one who knows your child better. You design casting biscuit thickness also don’t let it be like it’s production people job, no this is your job. Yes, my dear die designer this your job you should tell him this much of biscuit thickness you have to maintain. So all the parameter I have calculated step by step in this paper
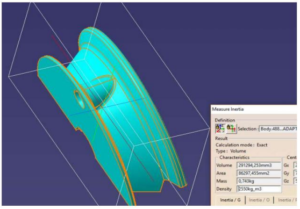
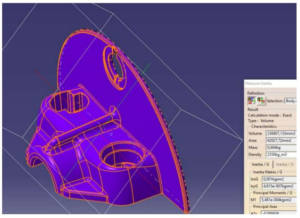
1.1 Part Detail Available
Part weight: 1431 gm
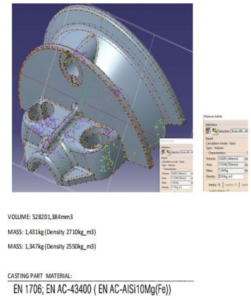
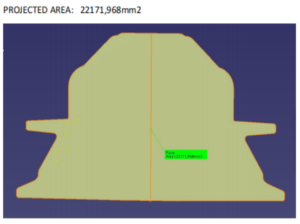
Part projected projected area: 22171.96 mm2
Core one projected area; 1256.63 mm2
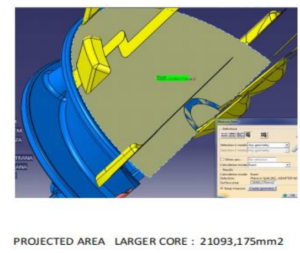
Core two projected area; 21093.17 mm2
1.2 Calculation
Part projected area = 221.71 cm2
Overflow projected area @10% minimum and 15% maximum = 221.71*.15 = 33.25 cm2
Slide or core projection area
= 12.56 * tan20 + 210.93 * tan 20
= 12.56 * .36 + 210.93 * .36
= 4.52 + 75.6
= 80.12 cm2
Total part projected area = ( Part projected area ) + ( Overflow projected area ) + ( Core projected area )
= 221.71 + 33.25 + 80.12
= 335.08 cm2
Runner projected area = Total part projected area * .3
= 335.08 * .30
= 100.52 cm2
Total projected area = ( Total part projection area + Runner projection area )
= 335.60 + 100.52
= 435.60 cm2
Machine Tonnage = Total projection area * casting pressure
= 435.60 * 800
=348480 kg
= 348.48 Ton ( Clamping force )
= 348.48 * 1.2
= 418.17 Ton ( Opening force )
Note : – As information available customer using 1100 ton machine, due to die mold design.
2. Distributor length = 640 mm
3. Shot weight
Shot weight= ( Cavity weight + Runnerweight + Biscuit weight )
= ( 1431 + 1431 * .3 + Biscuit weight )
= 1431 + 429.3 + (( Pie * d * d) / 4 * h )
= 1860.3 + ( Pie * d * d * h)………………………………………………………………………………( 1 )
Where h is biscuit thickness.
Shot sleeve filling ratio = ( Shot volume ) / (Shot sleeve volume )
Shot volume = Shot sleeve volume * filling ratio
Put shot volume value from eqn ( 1 )
689 + (( Pie * d * d) / 4 * h ) = ( Pie * d * d) / 4* distributor length * .40 ( @40% filling ratio)………( 2)
4. Cavity filling time
Cavity filling time = K * T * ( Ti – Tf + S * Z ) / (Tf – Td )
Where,
K = Empirical constant = .034 Sec / mm
T = Casting minimum thickness = 5 mm
Ti = Temperature of molted metal as it enters the die = 680 degree centigrade.
Tf = Minimum flow temperature = 630 degree centigrade.
Td = Temperature of die cavity surface = 180 degree centigrade.
S = Allowable percent solid fraction, it’s depends upon casting minimum thickness for 5 mm = 30 %
Z = Unit conversion factor = 4.8
t = (.034 * 5 * ( 680 – 630 + ( 30 * 4.8 ) ) / (630 – 180 )
= .07 sec
5. Gate area
Gate area = ( Weight after gate ) /( Filling time ) * ( Density ) * ( Gate velocity )
= 1645.65 / ( .07 * 2.55 * 4000 )
= 2.30 cm2
= 230 mm2
As we know that part total volume divided into two part
Part 1 volume = 743 / 2.55 = 291.37 gm /cm3
Part 2 volume = 604 / 2.55 = 236.86 gm /cm3
Ratio of part 1 volume to part 2 volume
Part 1 volume / Part 2 volume = 291.37 /236.86 = 1.23
Part 1 gate area / Part 2 gate area = 1.23
Part 1 gate area = 1.23 * part 2 gate area…………………………………………………………………( 3 )
Total gate area = part 1 gate area + part 2 gate area
230 = 1.23 * part 2 gate area + part 2 gate
area = part 2 gate area * ( 1.23 + 1 )
Part 2 gate area = 230 /2.23 = 103.13 mm2
Part 1 gate area from equation …….( 3 )
Part 1 gate area = 1.23 * 103.13 = 126.86 mm2
Note: We select gate thickness2 mm for atomize flow.
6. Check for atomize flow:
Vg^1.71 * Tg * p >= 400
Where,
Vg = gate velocity ( Inch / Sec )
Tg = Gate thickness ( Inch )
P = density of metal ( lb / inch^2 )
J = The atomization factor
( 1574.8 )^1.71 * .078 * .092 = 2104 > 400
So, 2 mm gate thickness will give us atomize flow, which is great.
7. Runner design
We already calculated runner weight without biscuit = 429.3 grm
Runner vol. = 429.3 / 2.7 = 159 cm3 = 159000 mm3
We have to select two runner for two gates.
Gate -1 = 126.86 mm2 = G1
Gate -2 = 103.13 mm2 = G2
As we select gate thickness 2mm, which is suitable for atomize flow
So,
G1 = w, * t, = 126.86 mm2
w1 = 126.86 / 2 = 63.43 mm
G2 = w2 * t2 = 103.13 mm2
w2 = 103.13 / 2 = 51.56 mm
Where, w1 and w2 are gate 1 and gate 2 width respectively.
With the help of given data we know that G1 fill 60% of part and G2 fill 40 % of part.so, runner volume divided as ;
For G1 = Runner vol. = 159000 * .60 = 95400 mm3
For G2, Runner vol. = 159000 * .40 = 63600 mm3
We also know that total runner projected area = 10000 mm2
For G1 projection area = 10000 * .6 0= 6000 mm2
For G2 projection area = 10000 *.40 = 4000 mm2
Runner length for G1 = w1 * L1 = 6000 mm2
L1 = 6000 / 63.43 = 94.59 mm
Runner length for G2 = w2 * L2 = 4000 mm2
L2 = 4000 / 51.56 = 77.57 mm
Note; Both runner distance from diffuser should be equal as shorter one.
So both runner length = 77.57 mm
Add “ Y “ section = 94.59 – 77.57 = 17 mm
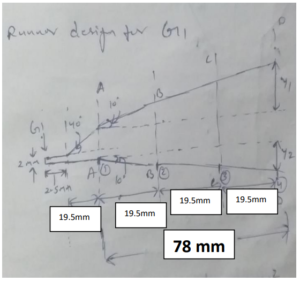
From above figure :-
T( AA ) = 19.5 * tan20 = 6.63 mm
T ( BB ) = 39 * tan20 = 13.26 mm
T ( CC ) = 58.5 * tan20 = 19.89 mm
T ( DD ) = 78 * tan20 = 26.52 mm
Where, T ( AA ), T ( BB ), T ( CC ), and T ( DD ) are runner thickness at AA , BB, CC, and DD cross section.
Important Note; Same you can calculate for G2
Runner width calculation for G1
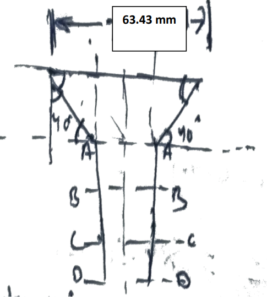
W ( AA ) = 63.43 * tan40 = 53.22 mm
W ( BB ) = 53.22 * .97 = 51.62 mm
W ( CC ) = 51.62 *.97 = 50.07 mm
W ( DD ) = 50.07 * .97 = 48.57 mm
Where,
W ( AA ), W ( BB ), W ( CC ) and W ( DD ) are runner width at AA, BB, CC and DD cross section area.
Runner width calculation for G2
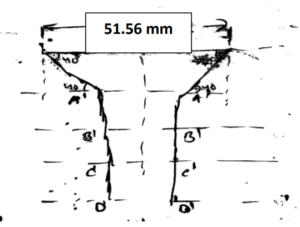
W ( A’A’ ) = 51.56 * tan40 = 43.26 mm
W ( B’B’) = 43.26 * .97 = 41.96 mm
W ( C’C’ ) = 41.96 * .97 = 40.70 mm
W ( D’D’ ) = 40.70 * .97 = 39.48 mm
Where,
W ( A’A’), W ( B’B’ ), W ( C’C’ ) and W ( D’D’ ) are runner width at A’A’, B’B’, C’C’ and D’D’ cross section area.
Calculation for ‘ Y ‘ section
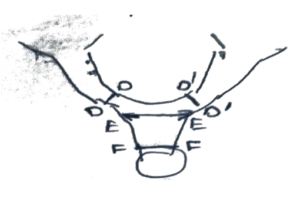
W ( DD ) = 48.57 mm
W ( D’D’ ) = 39.48 mm
Than,
W ( EE ) = 1.4 * ( 48.57 + 39.48 ) = 88 mm
W ( FF ) = 1.3 * W ( AA ) = 1.3 * 53.22 = 69 mm
Here W ( AA ) consider because maximum runner width at starting.
And,
T ( FF ) = ( G1 runner length + Y section
length ) * tan20 = ( 78 + 17 ) * .34 = 95 *.34 = 32 mm
8. Biscuit Thickness
1. Biscuit Thickness = T ( FF ) * 1.25 = 40 mm
Now from equation …..( 1 )
Shot volume = 689 + ( 3.14 * d * d * 4 ) / 4 = 689 + 3.14 * d *d………………………………………………….(4 )
Put shot volume value in equation …( 2 )
from equation…( 4 )
689 +( 3.14 * d * d ) / 4 * 4 = ( 3.14 *d * d * 64* .40) / 4
( 3.14 * d * d ) / 4 * ( 25.6 – 4 ) = 689
d * d = 40.76 cm2
d = 6.3 cm
d = 63 mm ( Plunger Diameter )
Selected plunger diameter = 70 mm
9. High speed length
High speed length = Volume ahead gate /Plunger area
= ( ( Part weight + overflow weight ) / 2.55 ) / ( 3.14 * 3.5 * 3.5 )
= ( ( 1431 + ( 1431 * .15 ) )
/ 2.55 ) / 38.46
= 645.09 / 38.46
= 167 mm
10. Intensification phase length
Intensification phase length = ( Biscuit thickness + mechanical delay + electrical delay )
= 40 + 10 + 10
= 60 mm
11. First phase length
First phase length = ( Distributor length – (High speed length + Intensification phaselength )
= ( 640 – ( 167 + 60 ) = 413 mm
12. First phase speed
First phase speed = ( 22.8 * ( 100 – filling ratio % ) / 100 ) * plunger diameter^1/2
= ( 22.8 * ( 100 – 40 ) / 100 ) * 70^1/2
= 13.68 * 8.3 = 114.45 mm / s
v1 = .11 m / s
13. Fast shot speed
Fast shot speed = ( Vol ( part + overflow ) /
plunger area ) / ( filling time )
= 167 / .07 = 2385.71 mm /s
v2 = 2.38 m/ s
14. Gate velocity
Gate velocity = ( plunger area * fast shot speed ) / ( gate area )
= ( 38.46 * 2.38 ) / 2.3
Vg = 39.79 m/s ( Perfect )
15. Intensification pressure
Intensification pressure = Casting pressure * ( Plunger diameter / Injection piston diameter )^2
= Cp * ( dp / Dip )^2
= 800 * ( 7 / 15.5 )^2
= 800 * .20
= 162.94 kg / cm2
3. CONCLUSIONS
Yes, we have design die parameter and hpdc machine parameter as we desired casting quality. Yes, we need to take some minor correction during machine parameter validation. We have validated first phase length and speed on machine for minimum air entrapment. We need to increase intensification pressure from 160 kg/cm2 to 200 kg/cm2 for shrinkage free casting. We alsouse SDS process
validation tool to validate our process parameter and we have done also pq2 analysis with the help of SDS pq2 analysis tool. we don’t need to any changes in die . We get the desire quality in T0 trial. We give satisfactory time during die design. We are more focused towards feeding system during die design we ensure there will be no breakup in between solidification due to uneven volume to surface area ratio. We select filling time for desired quality surface. I mean we analyze each and every parameter which is responsible to get desired casting quality, so that we can get reult without hit and trial.
Written By- Bharat Sharma

